在以半导体为首的高科技高端制造领域,产品良率一直是企业最为关注的指标。良好的产品品质是品牌口碑的最佳代言。那么,在面临生产线因为良率过低的警报而突然停产的状况,工程师团队如何快速响应和应对?如何快速锁定影响产品良率的关键因子?如何寻找到发生故障的根本原因呢?
我们以电子产品制造商纬创资通(中山)有限公司的一个真实案例来了解他们是如何利用JMP高效解决实际问题,此案例也是2020 JMP Discovery Summit China 上纬创资通(中山)有限公司数据组副主任吴晓娟女士演讲内容的补充和完善,希望对你有所帮助。
以电脑键盘的生产为例,键盘按键的流畅感和舒适感是用户体验重要的一部分。因此,在键盘的生产制造过程中,手感测试往往是重要的一环,也是生产过程中重点去关注的测试站。那么如果这样的测试站发现良率突然降低,导致产线停线,工程师们是如何快速响应和应对的?
纬创资通的工程师通常采用四个步骤:数据收集、信息呈现、短期对策、长期对策。
数据收集包括机台测试数据记录等信息。信息的呈现,主要依赖JMP 的一些功能快速地告诉工程师问题出在哪里。
短期对策是要赶快恢复生产,而长期对策是要在根本上去解决问题,寻找根因,预防问题再次发生。
下面我们通过案例来看看纬创资通的工程师们是如何将这套法宝运用到解决实际问题上来的。
某测试键盘手感的站别在某天上午突然发生了停线,数据显示它的良率低于了公司要求的97%。那么,具体是什么原因所导致的呢?有问题的按键具体是哪个?如果只看良率的话,没有办法确认具体发生在键盘里面哪个位置、哪个按键或者是哪个片区。
JMP为团队提供了快速方便的方法,借助于JMP的可视化分析(定制化的图形生成器),工程师可以快速地识别问题出在了哪里,然后结合良率以及公司产品map 图,就可以很直观地把不良信息对应显示到产品的位置上去。如下图所示。绿色代表已经通过(pass)的物料,没有太大问题。
从上图这个动态的可视化图形中,工程师可以迅速地判断出空格键主导了本次停线 ,而呈现这张图只需要不到3分钟的时间即可在JMP中轻松实现,通过运行脚本很快就可以呈现出问题点在哪里。
确定了空格键的问题后,工程师就会去收集机台上空格键的具体测试数据来做进一步的根因分析。
经过初步的筛选和判断,工程师筛选出来两个可能影响良率的关键因子:DC_FP和Tool_FP.

从良率结果结合分布图,并从Mean值的分布可以看得到,DC_200721的分布是向下的,虽然有少量的失效,但它仍然是在规格限范围内。所以从分布上只能说它相对偏下规格限,但具体是不是出了问题,还不能下这样的定论。而根据抽样数据显示,Tool上没有太明显的差异,所以可以排除Tool_FP这个因子。
基于以上的基础分析,团队锁定DC_FP是对PF(Peak force,力度峰值)的主要影响因子,并通过尝试运用决策树分析和单因子分析两种方法,来佐证究竟是否DC_200721影响了良率。
从左侧决策树的分割结果来看,DC_FP 200721这个因子对Peak force的影响较大。再来看单因子分析,就Peak force Mean值分析的结果来看,DC_FP 200721与其他均不同,其Mean值偏低。
因此,工程师初步判定DC_FP这个物料对良率的影响最大,于是立即更换此物料为其他物料,在短短的20分钟内生产线便实现了复线。这也是解决当下问题立竿见影的做法。
而从长期对策来看,团队需要去从根本上解决问题,那就需要复核厂商净料的尺寸数据,查看它是否在规格范围内。
从上面的因子分析可以看到,FAI_19的净料虽然都在规格范围内,但是分布却靠近下限,虽然这里还不能完全下定论确定此物料为异常,但可以锁定FAI_19,FAI_20,FAI_12,FAI_08这4个尺寸对Peak force (PF)有影响。
通过多元分析筛选强相关因子后可以很明显地看到,FAI_19是最大的影响因子。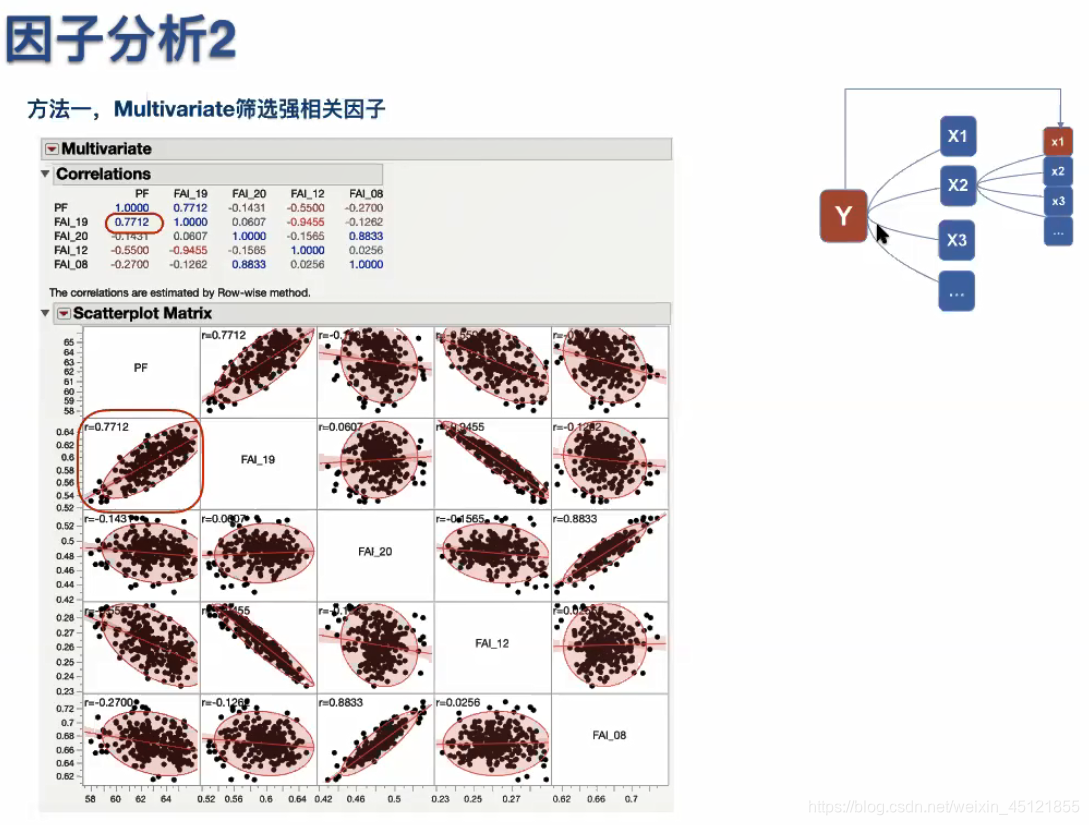
同样,再用决策树来双重验证。决策树的分割结果同样证实,FAI_19在第一次分割的时候已经很有很明显的差异,列贡献也是指向了FAI_19,它对Peak force的影响较大。
团队进一步研究发现,FAI_19尺寸位置偏小 ,而使得键帽与内部零件的组装不够结实,键帽被按压时有轻微的松动,这就是导致测试项目PF(力度峰值)较小的原因。最终,团队要求厂商针对问题物料FAI_19的相关尺寸做出修改,纬创资通也因此修改了企业的进料规格,从根本上解决了导致产品不良的因素。
以上就是吴晓娟女士在JMP Discovery Summit 2020 上分享的案例研究。希望对你有帮助。